


































Options
- Different optical pyrometer
- Movable mirror attachment for pyrometer
- Circulation cooling unit
PRODUCT SPECIFICATIONS
| Type | Lifumat-M3,3T-Ti | Titancast-700T-Vac |
|---|---|---|
| Dimensions mm (w x d x h) | 680x680x1640 | 920 x 900 x 1600 |
| Weight (kg) | 250 | 470 |
| Mains connection (V/Hz/Ph) | 400/50/3 | 400/50/3 |
| Input power with full load (kVA) | 6,6 | 19 |
| Output power (kW) | 3,3 | 7,0 |
| Nominal frequency (MHz) | 1,2 | 0,8-1 |
| Cooling water requirement (l/min 3,5 bar) | 5 | 8 |
| Vacuum system max Vac (mbar) | 5×10-3 | 5×10-3 |
| Rotary vane pump | x | x |
| Roots pump stand | – | x |
| Protective gas flushing | x | x |
| Speed of the casting arm (max. U/min-1/ rpm) | 600 | 400 |
| Muffle size (max. Ø x l) | 100×100 | 140 x 200 |
Technical data
General
With this casting system you dispose of a modern casting unit which enables you to cast noble metals as Platinum, Gold, Palladium and Silver – but also most of the other metals. You can either work under vacuum with the closed casting arm or under protective gas flushing with slight overpressure and normal atmosphere.
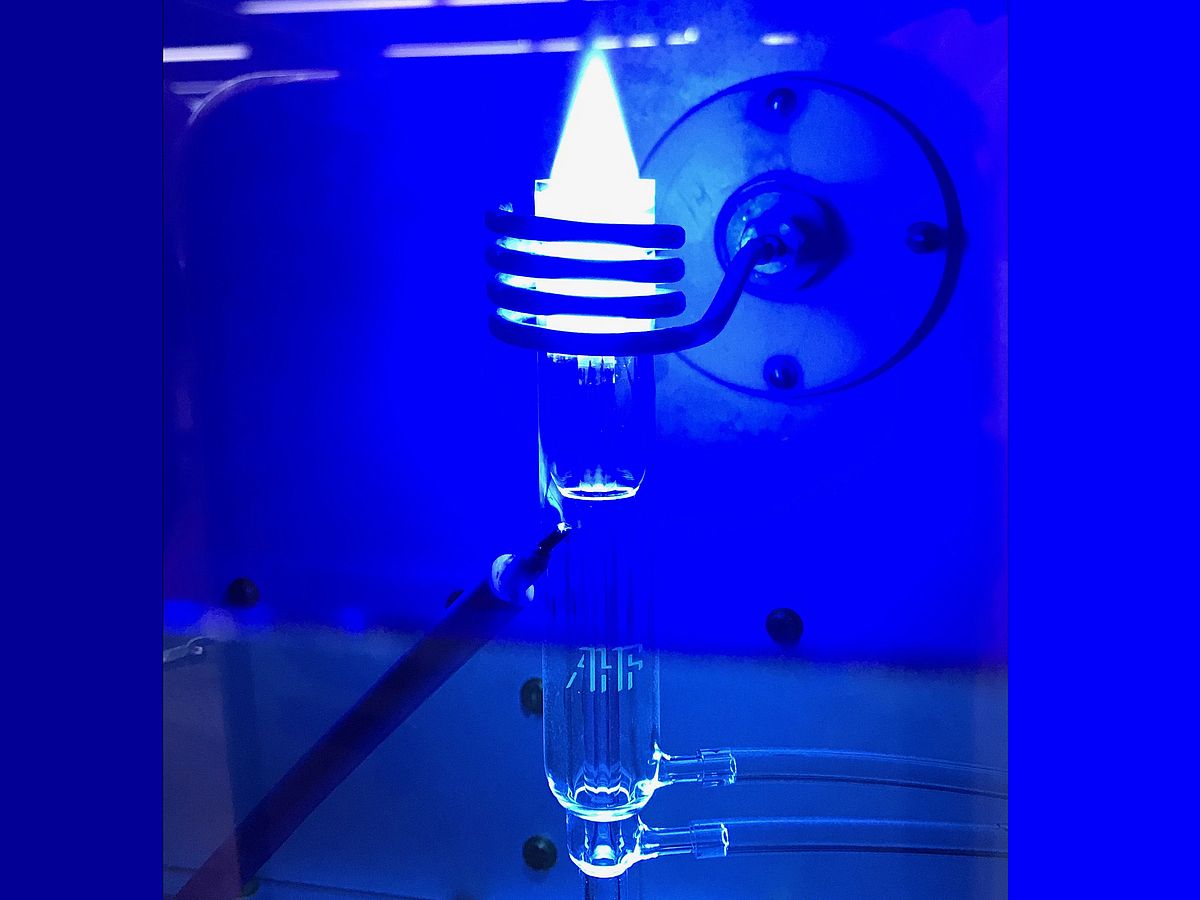
The system works according to the centrifugal casting principal. The material is melted with the help of high frequency in a ceramic – or graphite crucible within short term and poured into the prepared cuvettes after reaching the casting temperature by controlled centrifugal power. Depending on the size of the casting part as well as the handled material and its amount the spinning speed and the run up time can be individually adjusted at hands of a diagram for each cuvette.
The unbalance of the casting arm can be easily removed with the help of adjustable counterweights. The temperature can be watched with a spectral pyrometer with adjustable emission factor during the complete melting process (option).
The system consists of a noise suppressed high frequency generator with an induction coil power of approx. 7,0 kW and an operating frequency of approx. 0,8 to 1,1 MHz which is mounted together with the induction melting furnace working under atmosphere and vacuum respectively or vacuum with protective gas flushing and centrifugal casting device in a compact, double lacquered steel housing. The space required is approx. 3 m² incl. pump stand system
The casting are is placed into a tank made of stainless steel. This tank enables a clean recovery of squirted material.
Control of the machine
Hardware
The operation is done over a coloured touch panel 7” with 10 integrated function keys and integrated PLC function.
Decentralized control blocks are used for the control of the machine functions.
All inputs and outputs of the sensors and actuators are galvanically isolated and are protectively connected to MF/HF with the decentralized control unit.
Process data and process parameters can be read out over an USB interface.
An emergency switch which is well accessible gives additional safety during operation.
Scope of functions
Simple user operation through self-explanatory menu navigation and navigated program flows. Optical visualisation of program flow of the respective work steps, program inform about the current status of the machine.
Integrated recipe administration for melting programs (number depending on memory). Compiled melting programs can be saved easily on a USB stick and implement in further machines of the same types, without having to compile it new.
Safety supervision of various functions is done with clear text and acoustic alarm emission, for example cooling water temperature, cooling water flow, cover and door locking, generator current (power). Optical and acoustic signalization in case of failures and at the end of the casting process.
User language selectable in German and English (others against surcharge).
User level locked interface (manufacturer, administrator, operator)
Hand mode
Free adjustable process parameters in order to optimize processes and compiled melting programs. Status display of hardware inputs and outputs.
Melting and casting atmosphere
As melting respectively casting atmosphere it can be chosen:
- Normal atmosphere
- Under gas flushing
- Under vacuum
- Under vacuum with gas flushing
Casting atmosphere
The casting arm is designed as vacuum – and gastight casting chamber. With the vacuum casting arm it is possible to work under air atmosphere as well as under vacuum or vacuum with following protective gas flushing when there is light overpressure. Regarding to alloys with a high vapour pressure or easily oxidizing alloys the above described working method habit is of advantage.
The casting atmosphere is adjusted on the control panel with the selection mode switch. On the flow meter which is installed on the control panel at every time the induced gas amount into the casting arm can be checked. As protective gas we recommend Ar or forming gases with max. 5 % H2.
Vacuum
During the melting a vacuum of max. approx. 8 x 10-2 mbar is reached. In idle mode without cuvettes, without melt and after the pouring the maximum vacuum of max. approx. 5 x 10-3 mbar is reached. The vacuum is effected by a roots pump stand system with a 360 m³/h roots pump and corresponding pre-pumps. With a digital vacuum display with limit value contact the vacuum can be watched over the complete casting cycle. The min. vacuum display is 1 x 10-3 mbar.
The pump down time up to a vacuum of approx. 10-2 mbar for the empty, dry vacuum arm is approx. 30 seconds at warm vacuum pump without gas ballast.
In the casting arm a viewing glass made of quartz glass is installed which enables watching the metal during the complete melting process. Through the viewing glass at the same time the temperature of the metal can be measured with the help of the spectral pyrometer (option). On the lower side of the casting arm a quartz glass crucible is situated which limits the inner room of the casting arm against the atmosphere. The connection quartz glass crucible – casting arm is guaranteed by a temperature resistant sealing. On the housing of the casting arm for cooling of the housing cooling rips are installed. For better cooling of the casting arm for its housing an Aluminium alloy has been used.
Drive
The casting arm is operated by a three phase current servo motor which is controlled by a frequency inverter. The advantages of the used motor are as follows:
- no electrical mechanic wear parts are used and so
- the motor is maintenance free,
- it has a high accelaration capacity because the rotor has a low moment of inertia due to high power density.
- it has a high velocity moments also in upper revolution range because it has no commutation limit curve.
- it has a high torque over the complete torque area, also in stand still.
The torque will be transported with the help of gear belt to the spindle of the casting arm.
Safety switching
A solenoid cover locking supervises / locks the cover the casting system during the melting – and casting process. Through this safety device it is guaranteed that the cover of the casting room during the casting process (as long as the casting arm rotates) is not opened by mistake and that therefore will be injuries.
For safety reasons the melting program can only be started when the cover of the casting arm is closed. As soon as the cover is opened during the melting process the melting program is automatically interrupted and the power of the system is switched off.
On the system safety devices are installed which switch off the power of the system and release a failure alarm as soon as the door is opened. Therefore it is not possible to run the unit with open doors.
The inner temperature supervision avoids that the system is overloaded.
Size of cuvettes
Cuvettes with a size of max. approx. 140 mm diameter and max. approx. 200 mm length and a weight of max. approx. 7 kg can be used. Of course furthermore the normal cuvettes sizes can be used with corresponding holders.
Cooling water connection
With switch off automatic approx ca. 8 l/min. at min. 3 bar, max. 5 bar, at a
water temperature of max. 25°C. During use of de-ionized tube water max.
hardening grade 6° German hardness, conductivity max. 200 µS/cm.
Material insert amount depending on crucible approx.
| Titanium | 350 g |
| Platinum | 600 g |
| Nickel silver | 1000 g |
| Palladium | 1000 g |
| Bronze | 1000 g |
| Gold | 1200 g |
| Copper | 1000 g |
| Silver | 1000 g |
| Brass | 1000 g |
| CrNi-steel | 800 g |
PRODUCT PROPERTIES
| Product Line: | type series |
|---|---|
| Operation Mode: | Batch |
| Construction Types: | Casting unit, Melting unit, Precision fince casting system |
| Designs: | Casting unit, Precision fine casting system, Remelting unit |
| Temperature Max (°C): | 2000 |
| Heatings: | electrical |
| Heatingmethods: | induction |
| Atmospheres: | Controlled gas atmosphere, Vacuum |
| Applications: | casting, melting, precision fine casting |






Đánh giá
Chưa có đánh giá nào.